
Simply high-gloss without painting
06.09.2017
High-gloss surfaces with no need for additional finishing – a trend that is currently challenging the plastics industry. ROMIRA is happy to advise its customers on the so called Variotherm technology (also known as a heating and cooling molding (RHCM)) which makes this possible.
Pinneberg/Germany, August 28th, 2017
This allows the production of individual plastic products with the correct colors and a valuable high-gloss look that is tailored to the requirements on the end product.
With Variotherm, the molding compound is injected at a much higher mold temperature that is beyond the softening point of the plastic. The high temperature that is used delays solidification in the boundary layer area of the component until after the mold has been completely filled during the holding pressure phase. Thanks to the higher mold temperature that is used during the injection process, the plastic material remains molten at the mold wall for longer so that phenomena such as the formation of bubbles, weld lines and the like are suppressed. In order to obtain adequate release stiffness after injection and to avoid a drastic increase in the cycle time, the mold insert is cooled after injection. This is achieved by a close contour and homogeneous temperature control of the mold.
The Variotherm process allows the production of components with a high quality gloss surface finish and improved material structure that is free from common defects, such as weld lines, sink marks, and other surface inconsistencies. This form of processing also offers further advantages with respect to the mechanics and geometry of the moldings.
Mechanics
- Higher crystallinity
- Lower stress
Surface
- Improved gloss
- Avoidance of visible weld lines
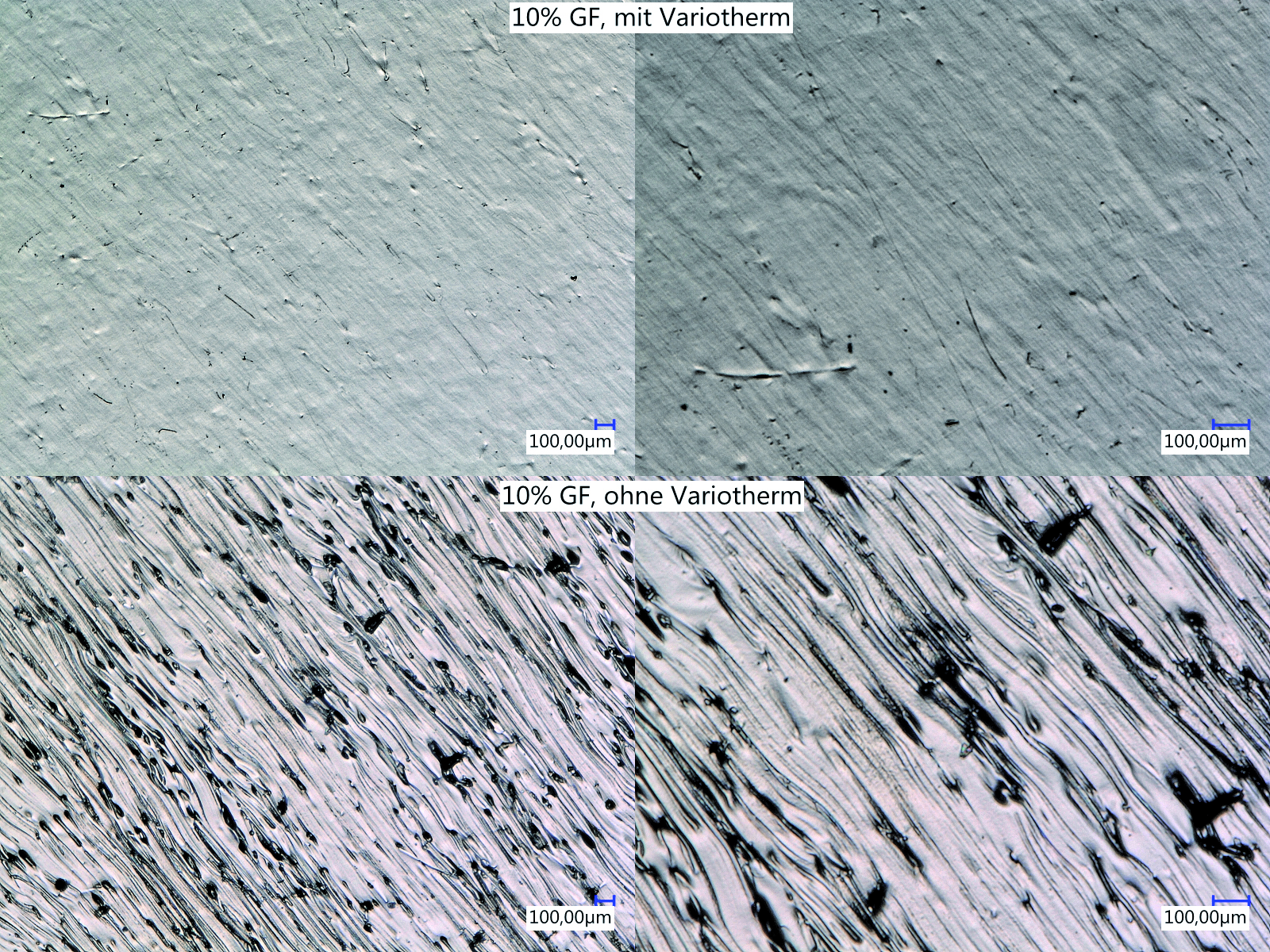
- Improved surface quality for foamed and fiber-reinforced parts (visible area)
- Reduction of sink marks (longer holding pressure)
- Casting of the finest structures (micro, nano)
Geometry
- Improved contour accuracy
- Less post-shrinkage
Filling behavior
- Flow distances and thin walls in thin-wall and micro-injection molding
This opens up unimaginable new design possibilities for product designers. For example, reinforced plastics with a completely smooth surface finish, without the need for additional painting can be produced using Variotherm, thereby enabling those parts to be used in visible cosmetic applications.
Apart from new design options, additional post-molding process steps for some parts can be reduced by using the Variotherm procedure thereby saving time and money. For glass fibre reinforced styrene-based copolymers and their blends, as well as Luranyl® products, Variotherm provides a good alternative to the more complex 2-component injection molding process. Advantages also arise in the case of microstructured geometries as well as macroscopic parts with a low wall thickness. Complex parts can be cast by preventing a premature solidification of the melt.